
传输特性
我司PC621/PC622系列宽带电力线载波通信模块的最大的理论传输带宽可达到200Mbps,在电力线的情况下,可靠传输距离达到500米,最远可达900米。如果采用同轴电缆或双绞线方式,传输距离可更远。
注:电力线载波通讯的有效带宽受载波线路的质量影响,并且随着传输距离增加而衰减,实际传输距离需要根据现场情况进行测定。产品实测TCP/IP传输速率如下图所示。

带负载能力
PC621/PC622支持点对点模式和主从模式两种组网方式,一般出厂设置为主从模式,理论上在同一电力线上,一台主机可以支持1024台从机。由于每一个设备加入电力线网络都需要占用一定的带宽作进行管理通讯,因此,主机所能够支持的实际从机数量会随着线路加长而下降。典型的轨道交通应用中,一般推荐用户同一线路上不超过20台设备组网,否则可能造成联网的不稳定。
检测原理
工程上对于大多数机器来说,振动的最佳判断参数是速度(速度的有效值),因为它是反映振动强度的理想参数,表征的是振动的能量;所以国际上许多振动诊断标准都是采用速度有效值作为判别参数。因此,设备也采用类振速来表示过程振动。
根据加速度与速度的关系:

将数据获取持续时间(AccelDuration)内所得加速度数据的绝对值相加并与加速度传感器采样周期(AccelSamplePeriod)相乘,获得类振速,然后转换为类振速有效值。最后,用振动的db值来表示振动的强弱。
参数设置
PD522及PD821/PD822系列图像采集板板载了三轴加速度传感器,可以用来做过车等与振动相关的检测。
PD522上提供三个变量来控制振动检测的强度。其中一个是振动检测阈值,一个振动检测持续时间,以及单位时间内的振动能量。我司配套的测试软件PD52X_Tools提供了可视化的振动检测设置方法,用户可以根据现场的情况,调整以上三个参数来实现准确的振动事件检测,同时可以过滤掉短时间强震动或长时间低频振动的干扰。
关于测试软件的详细使用方法,请通过在线客服与我司技术人员联系。
研发背景
目前我司供货的PD52X及PD82X系列图像采集板,在铁路道岔转辙机缺口监测上得到较多的应用,尽管我们从研发,采购,生产等各方面,为保证产品质量和可靠性方面做出了很大的努力和改进,但每年仍然从客户处返回一定数量的故障返修机。从我们对返修机损坏情况分析来看,主要有如下一些类别,
主要芯片烧坏
有一些模块经检测发现网口芯片烧坏,甚至主芯片烧坏的情况,损坏原因可能是静电,或外接了过压过流导致,这类故障现象占整个返修的 50%左右;
生产工艺导致
在客户组装整机生产过程中,有焊接时接线错误导致模块烧毁,有拆卸时 PCB 焊盘脱落或断裂,有锡渣掉落导致短路,有运输过程碰撞导致元件掉落等。这类故障占整个返修的 10%左右;
无法复现故障
有一些模块在客户测试时发现不良,但返回我方检测,反复测试仍无法复现问题,这类故障现象占整个返修的 20%左右;
其它一些小概率的元件损坏
这类问题原因较难定位,需要进一步分析,占整个返修机的 20%左右。
这类问题原因较难定位,需要进一步分析,占整个返修机的 20%左右。
从上述情况分析我们认为,造成上述不良的主要原因有,
- 由于客户采用了多家供应商提供的不同配件进行组装生产,有 AC-DC 电源模块,载波板模块,以及我司的编码板模块,由于各个模块之间的连接缺乏统一制定的接口标准,在设计上就难以保证符合产品实际的工作环境要求,会出现有些电路缺乏保护,有些电路重复保护,难以从整体上保证设计的可靠性和质量。
- 设备出现故障时,由于配件来自不同厂家,对分析故障产生的原因带来了困难。有些疑难问题甚至长期无法定位。有的时候配件厂家收到返修模块,但在单独测试的环境下无法重现问题,导致故障设备来回的寄送,耽误了很多的人力物力。也容易造成故障时,供应商相互推诿,责任不清。
- 整个制造过程需要经过模块采购,运输,质检,入库,生产,焊接,测试,老化等多个环节,存在很多不可控因素,是导致生产不良的主要原因。当有现场故障设备更换下来后,返修环节存在和生产相同的情况,存在模块拆卸,故障定位,发回配件厂家返修,返修回来以后,又需要重新组装测试验证,费时费力。
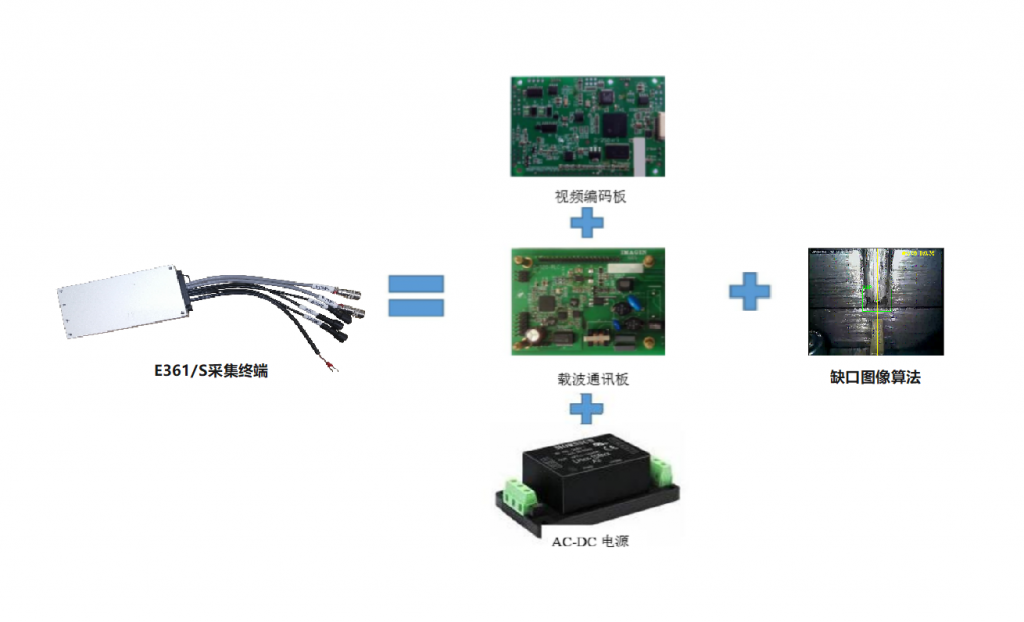
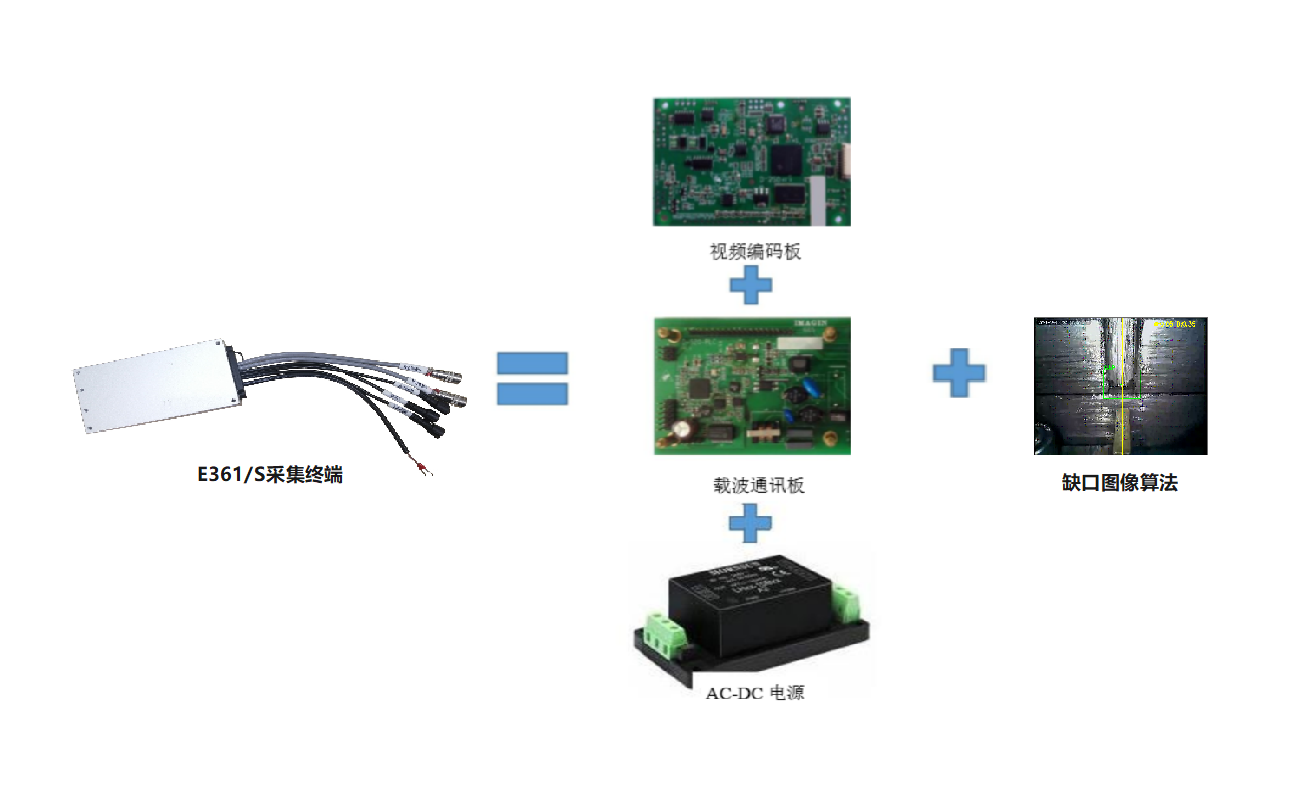
为了从整体上改进产品质量,进一步提高可靠性,我们为客户提供了完整的采集终端方案。这样做,有以下一些好处,
1)有利于从整机上保证可靠性
如果整机一体化设计,就可以从整体角度考虑外部接口的保护,以及内部接口之间的可靠连接,以及从整体上优化功耗,散热,结构设计等功能。另外,对于产品可靠性试验,必须从整机角度进行测试才有意义。
2)有利于产品的故障定位
整机方案对故障定位分析提供了便利,可以方便的构造设备测试环境,复现用户反馈的故障现象,并及时加以分析和解决。
3)降低生产不良率
整机方案可以大幅减少生产制造导致的不良,简化测试流程,节省大量的生产制造成本。
4)提高售后工作效率
整机方案的售后只需要定位设备的故障,就直接可以返厂进行维修处理。
综上所述,如果采用我司整机方案供货,整体设计有保证,质量问题责任清晰明确,生产采购售后简单,可以为客户降低大量的时间和成本,使客户可以更专注于满足用户应用领域的需求。目前,我们的整机产品 方案E361/S 已经开发完成,可以随时提供样机供客户测试。可以根据客户要求定制外形和接口,提供 ODM定制功能。
